










Services on Demand
Journal

Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.112 spe Johannesburg Jul. 2012
TRANSACTION PAPER
On the development of bainitic alloys for railway wheel applications
A. KapitoI; W. StumpfII; M.J. PapoI
IAdvanced Materials Division, Mintek
IIDepartment of Materials Science and Metallurgical Engineering, University of Pretoria
SYNOPSIS
The ferrite-pearlite microstructure is the most popular microstructure for alloys used in structural applications, including railway wagon wheels. These alloys have been designed through alloying and thermomechanical processing to have a refined microstructure. Ferritepearlite alloys are low cost, weldable, have good fabricability, and are reliable under extreme conditions. Given these performance attributes, it seems unlikely then that their dominant position as structural steels would ever be challenged by alternative microstructures. One major achievement in the development of ferrite-pearlite steels has been in the refinement of their interlamellar spacing to very fine distances of the order of < 0.3 μηι. A refined microstructure increases the hardness of the alloy, thus increasing its life under wear conditions. The interlamellar spacing in pearlitic steels has, however, been refined almost to its theoretical limit. The increasing demand for speed and increased axle loading on railway wagons requires the use of stronger, tougher, and more durable materials. This has opened the window for the development of novel bainitic steels.
Bainitic alloys have a higher level of microstructural refinement than pearlitic ones. They have shown to have good wear resistance and rolling-contact fatigue resistance, and high toughness. This paper will discuss the progress to date on the development of bainitic railway wheel alloys. Four alloy chemistries have been chosen for possible further development.
Keywords: Bainite, railway wheel, Class B, ferrite-pearlite, Brinell hardness.
Introduction
Railway wagon wheels experience a tremendous amount of wear and fatigue crackingi-4. The current ferrite-pearlite alloys are the dominant choice for railway wheel applications. In South Africa, railway wheels are made from medium-high carbon grade steels with 0.57-0.77 wt% carbon, and have a ferrite-pearlite microstructure. These steels, however, have a low yield strength (~680 MPa) and resistance to rolling contact fatigue (RCF). Typical tensile strengths of these alloys range between 900-1 072 MPa, depending on alloy chemistry, with elongations in the range of 7-17 percent. Typical hardness values are 255-363 BHN.
Attempts to improve mechanical properties of ferrite-pearlite steels have focused on increasing the hardness to increase wear resistance and service life. Increased hardness has been achieved through micro-alloying with vanadium (V) and niobium (Nb), production of cleaner steels, and the refinement of the microstructure through the reduction of the interlamellar spacing to values ~0.3 μηι3-6. Premium Rail steels have been developed for high axle loads, with tensile strengths of ~1 300-1 400 MPa and hardness range of 340-390 BHN.
Despite these developments, the ferritepearlite steels are limited in that there is a threshold limit to the hardness that can be achieved, making it difficult to push their wear performance further, owing to the fact that the lamellar spacing has been refined close to its limit4,7. In an attempt to develop rail steels with higher hardness, alternative microstructures such as bainite are being explored». Bainitic rail steels are attractive because of their lower carbon contents and finer microstructure, resulting in higher strengths, hardness, toughness, and better weldabilitys. Bainite, like pearlite is a mixture of ferrite and cementite but in a non-lamellar morphology. There are generally two types of bainite: upper and lowers. Upper bainite forms at temperatures between 400-500°C and is made up of ferrite laths with carbides between the laths. Lower bainite forms at temperatures between 250-400°C and is also made up of ferrite laths, but the carbides form within the laths.
It is the aim of this ongoing project to develop a bainitic alloy that has better mechanical and wear properties than the current ferrite-pearlite alloys used to make railway wagon wheels. The alloy must be cost-effective and produced locally using existing technology. The development of a new bainitic rail wheel steel needs to be considered in the context of the existing bainitic alloys, and Table I lists the chemical composition and mechanical properties of a number of bainitic steels that have been developed for rail applications.
Both upper and lower bainite have potential for railway applications; however, focus has been on the upper bainitic microstructure, particularly on the development of carbide-free alloys. The presence of brittle carbides in the microstructure of bainitic alloys has, to a large extent, hindered their commercialization potential!.7. The addition of silicon (~2 wt%) to the steel chemistry suppresses the formation of carbides in upper bainitei.5. This results in a microstructure that comprises bainitic ferrite, ductile high-carbon retained austenite (γ, and possibly some martensite (α'). The carbide-free bainitic alloys can attain hardness values of >400 BHN, ultimate tensile strength (UTS) ~1215 MPa, and yield strength ~860 MPa with elongations of up to 15 percent. All the bainitic alloys listed in Table I, with the exception of Micralos, were found to have higher hardness values and better RCF resistance than ferrite-pearlite alloys; however, their wear resistance was poorer9~i2. In general, therefore, the currently developed bainitic alloys have better RCF resistance but their wear resistance seems questionable.
Experimental procedure
Production and heat treatment of experimental alloys
Three alloys, namely a conventional Class B ferrite-pearlite alloy and bainitic V1 and V2 alloys, were melted in an induction furnace open to the atmosphere, with a target composition as listed in Table II.
The critical heat treatment temperatures for the alloys were calculated using Equations [1-5] as listed belowi3.

The critical heat treatment temperatures are the temperatures at which ferrite begins to transforms to austenite (Ac1), the temperature at which the steel becomes fully austenitic (Ac3), the martensite start temperature (Ms), and the bainite start temperature (Bs). These temperatures were used to choose the annealing, tempering, homogenizing, and the salt bath temperatures.
After casting, the Class B alloy was solution annealed at 870°C for two hours and then quenched in a spray of water. It was then allowed to cool in air before tempering at 580°C.
Alloys V1 and V2, after casting, were homogenized for 2 hours at 1 000°C and air-cooled. These alloys were then forged and hot-rolled at 1 000°C into plates with dimensions of 300 mm χ 70 mm χ 15 mm. The plates were then austenitized (Ac3 +50°C) and immediately quenched in a salt bath at 400°C for 1 hour to allow for bainite transformation.
Characterization and mechanical testing of experimental alloys
Cross-sections of the as-cast, homogenized, and heat-treated alloys were cut and tested for composition using spark emission spectroscopy. Additional cross-sections were ground, polished to a 1 μm finish, and etched with 2% Nital to reveal the microstructure. A Nikon optical microscope was used to study the microstructures. The scanning electron (SEM) microscope was also used to study the microstructure in the backscatter (BSE) mode.
Brinell hardness measurements using a load of 750 kg were performed on cross-sections of the as-cast, homogenized, and heat treated ingots.
Tensile specimens with 6 mm diameter and 25 mm gauge length were used for tensile tests. The tests were carried out in accordance with the requirements of ASTM E8-99. In this test, the specimens were subjected to a continually increasing uniaxial tensile force using a tensile test machine while measurements of the elongation of the specimen were simultaneously recorded.
Charpy impact samples were machined from the heat-treated ingots. These were tested at room temperature in accordance with ASTM E23-72. The machined specimens had dimensions of 10 mm χ 10 mm χ 55 mm and contained a 45° V notch, 2 mm deep with a 0.25 mm root radius along the base. The energy absorbed during impact was measured.
Results and discussion
Chemical composition
Table III lists the actual chemical compositions of the experimental alloys.
Alloys V1 and V2 had varying silicon (Si) contents to determine its effects on the formation of bainite. Manganese (Mn) and chromium (Cr) were added for hardenability. Boron (B) was added to suppress the formation of allotriomorphic ferrite and to increase the hardenability of bainite.
Metallography
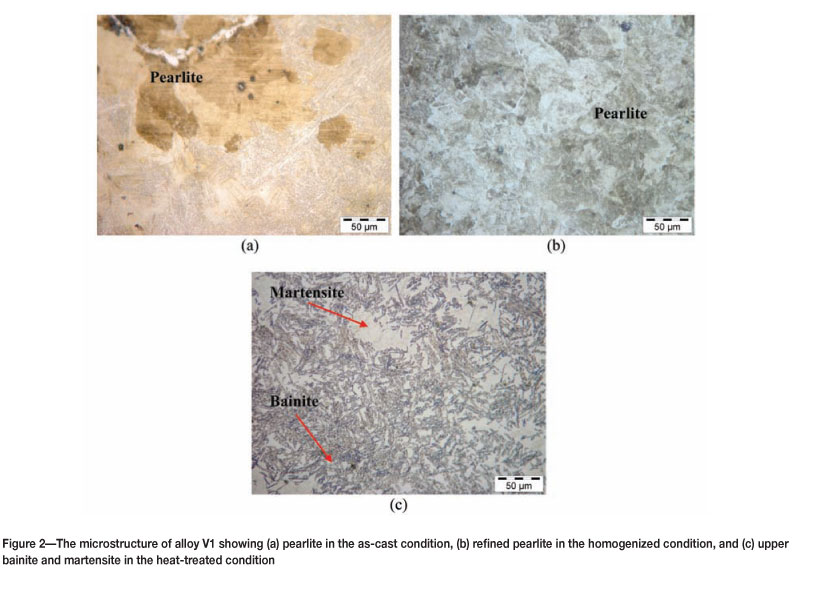
The microstructures for the alloys produced in the as-cast, homogenized, and heat-treated conditions are shown in Figures 1 to 3. Figure 1 shows the microstructures for the Class B alloy, and Figures 2 and 3 for V1 and V2 alloys, respectively.
The microstructures for the Class B alloy in both the as-cast and solution-treated condition were ferrite-pearlite (see Figure 1). The solution annealing and tempering refined the pearlitic microstructure.
The microstructure of V1 in the as-cast condition is ferrite-pearlite (Figure 2a). After homogenization, the pearlite is refined as shown in Figure 2b. The final microstructure after heat treatment is that of upper bainite and untempered martensite. The martensite is formed during water quenching after the salt bath quench, which implies that the microstructure after the salt bath treatment was bainite and retained austenite. Alloy V1 has a high Si content of ~3 wt%. Silicon enriches the austenite (γ) with carbon and stabilizes it to lower temperatures.
Similarly, the microstructures of alloy V2 in the as-cast and homogenized conditions were pearlitic, with a finer microstructure after homogenization. The amount of upper bainite formed during the salt bath quench, however, was greater than that formed in V1, due to the lower silicon content of V2. It is ideal to increase the amount of bainite formed when developing alloys for railway wheel applications. This is because the transformation of retained austenite into martensite during operation embrittles the railway wheel and causes cracking. A silicon content of <3 wt% is thus ideal for the production of the experimental bainitic alloys; in fact, 2 wt% is usually used to produce carbide-free bainitei,5,7,i2.
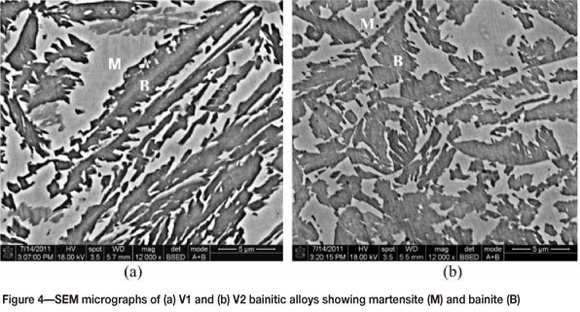
Scanning Electron Microscopy (SEM)
Figure 4 shows the SEM micrographs of the bainitic alloys. SEM imaging was used to study the features of the microstructure at higher magnifications than those possible with optical microscopy. SEM imaging revealed the presence of martensite in alloy V2, whereas this was not clear with optical microscopy (Figure 4a). Both alloys V1 and V2 were composed of bainite ferrite and martensite. There seems to be no evidence of carbides in the microstructure. However, to verify this result, transmission electron microscopy (TEM) will need to be utilized as this has an even higher magnification capability than the SEM. The SEM was also unable to resolve the individual bainite-ferrite laths. The maximum resolution that could be achieved with the SEM without affecting the clarity of the image was 0.5 μm With TEM, resolutions of 0.2 μηι can be achieved.
Hardness
The hardness values of the alloys are listed in Table IV. Class B had a typical hardness value of 255-269 BHN in the as-cast and tempered condition. V1 has a high hardness of 490 BHN, probably due to the martensite in its microstructure. V2 in the heat-treated condition had a hardness of 363 BHN, higher than Class B. A higher hardness translates into a higher wear resistance.

Tensile tests
The tensile tests results for the alloys as listed in Table V showed that V1 was very brittle, with an elongation of only 0.8%. This is because of the martensite present in its microstructure. Testing this alloy in the tempered condition could improve the results. Alloy V2 had a tensile (1131 MPa) and yield (700 MPa) strength higher than Class B, but with good ductility of ~15%. Compared to alloy V1 it had better ductility and higher strengths. The higher yield strengths of alloys V1 and V2, compared to the Class B alloy, implies that these alloys should have superior resistance to RCF.


Charpy V-notch tests
The conventional Class B alloys are expected to have a minimum impact energy of 16 J. From the Charpy impact test results Class B was found to have an impact energy of 21 J, which is within specification. High-silicon bainitic steels with retained austenite have been found to have an impact energy of ~25 J. However, the presence of martensite in the experimental is detrimental to their impact toughness. Alloys V1 and V2 had very low impact toughness values of 3-4 J. Although alloy V2 had good ductility results from the tensile test, this did not translate to good impact toughness.
Conclusions
According to previous studies5, the mixed microstructures consisting of bainite and martensite have been found to be a consequence of inadequate heat-treatment or the use of steels with inadequate hardenability. Early research has indicated that bainite-martensite microstructures have poor ductility, toughness, and strength. As the amount of bainite increases the mechanical properties should improve. It is therefore vital to determine the correct heat treatment for the steel alloys to avoid martensite formation and maximize bainite transformation.
From the preliminary results, the following conclusions can be drawn:
![]() A high silicon content of ~3 wt% stabilizes the austenite during transformation and decreases the amount of bainite transformation significantly
A high silicon content of ~3 wt% stabilizes the austenite during transformation and decreases the amount of bainite transformation significantly
![]() Bainite has higher tensile and yield strengths than pearlite, but with good ductility
Bainite has higher tensile and yield strengths than pearlite, but with good ductility
![]() The toughness of the experimental bainitic alloys was very low compared to that of pearlitic alloy. This is believed to be due to the presence of martensite in the microstructure. Tests with retained austenite or tempered martensite should show better toughness results.
The toughness of the experimental bainitic alloys was very low compared to that of pearlitic alloy. This is believed to be due to the presence of martensite in the microstructure. Tests with retained austenite or tempered martensite should show better toughness results.
Future work
In the near future the following aspects need to be addressed:
![]() TEM analysis of the bainitic alloys to determine the presence/absence of carbides in the microstructure
TEM analysis of the bainitic alloys to determine the presence/absence of carbides in the microstructure
![]() Wear testing of the produced alloys will benchmark the bainitic alloys V1 and V2 against the conventional ferrite-pearlite Class B rail grade. Wear is vital in determining the life of railway wheels
Wear testing of the produced alloys will benchmark the bainitic alloys V1 and V2 against the conventional ferrite-pearlite Class B rail grade. Wear is vital in determining the life of railway wheels
![]() Dilatometry testing to determine the correct heat treatment for the alloys so that continuous cooling and transformation (CCT) diagrams can be determined. CCT diagrams will allow for the selection of correct cooling temperatures and rates to achieve a bainitic microstructure and avoid martensite and ferrite formation.
Dilatometry testing to determine the correct heat treatment for the alloys so that continuous cooling and transformation (CCT) diagrams can be determined. CCT diagrams will allow for the selection of correct cooling temperatures and rates to achieve a bainitic microstructure and avoid martensite and ferrite formation.
Acknowledgement
We would like to thank Mintek and AMI-FMDN for their financial support and permission to publish this work. We also thank the University of Pretoria and Professor Waldo Stumpf for his technical support.
References
1. Bhadeshia, H.K.D.H. Improvements in and relating to carbide-free bainitic steels and methods of producing such steels. International Publication Number: WO 96/22396, 11 January 1996. International Patent Classification: C21D 9/04, 1/20, 1/02, C22C 38/00. [ Links ]
2. Ueda, M., Uchino, K., Matsushita, K. and Kobayashi, A. Development of HE rails with high wear and damage resistance for heavy haul railways. Nippon Steel Technical Report No. 85, January 2002. pp. 167-172. [ Links ]
3. Lee, K.M. and Polycarpou, A.A. Wear of Conventional pearlitic and improved bainitic rail steels. Wear, vol. 259, 2005. pp. 391-399. [ Links ]
4. Zhang, M. and Gu, H. Microstructure and mechanical properties of railway wheels manufactured with low-medium carbon Si-Mn-Mo-V steel. Journal of University of Science and Technology Beijing, vol. 15, no. 2, April 2008. pp. 125. [ Links ]
5. Bhadeshia, H.K.D.H. Bainite in Steels, 2nd edn. London, IOM Communications Ltd. 2001. pp. 347. [ Links ]
6. Yates, J.K. Innovation in Rail Steels. www.msm.cam.ac.uk/phase-trans/parliament,html. Accessed May 2010. [ Links ]
7. Bhadeshia, H.K.D.H. Novel Steels For Rails, Encyclopedia of Materials Science: Science and Technology. Pergamon Press, Elsevier Science, 2002. pp. 1-7. [ Links ]
8. Lee, K.M. and Polycarpou, A.A. Wear of Conventional pearlitic and improved bainitic rail steels. Wear, vol. 259, 2005. pp. 391-399. [ Links ]
9. Clarke, M. Wheel rolling contact fatigue (RCF) and rim defects investigation. Wheel Steels Handbook. Research Programme Engineering Rail Safety and Standards Board. pp.1-20. [ Links ]
10. Stock, R. and Pippan, R. RCF and wear in theory and practiceÂthe influence of rail grade on wear and RCF. Wear, vol. 271, no. 1-2, 18 May 2011. pp. 125-133. [ Links ]
11. Gianni, A., Ghidini, A., Karlsson, T., and Ekberg, A. Bainitic steel grade for solid wheels: metallurgical, mechanical, and in-service testing. Proceedings of the Institution of Mechanical Engineers, Part F: Journal of Rail and Rapid Transit March 1, 2009. p. 223. Special Issue Paper, vol. 163. pp. 163-171. [ Links ]
12. Zhang, M. and Gu, H. Microstructure and mechanical properties of railway wheels manufactured with low-medium carbon Si-Mn-Mo-V steel. Journal of University of Science and Technology Beijing, vol. 15, no. 2, April 2008. pp. 125. [ Links ]
13. STuMPF, W. university of Pretoria, heat treatment of steels. Part of the postgraduate course NHB 700, University of Pretoria, August-September 2010. [ Links ]
©The Southern African Institute of Mining and Metallurgy, 2012. SA ISSN2225-6253. This paper was first presented at the ZrTa2011 New Metals Development Network Conference, 12-14 October 2011, Mount Grace Country House & Spa, Magaliesburg.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}