










Services on Demand
Journal

Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.119 n.4 Johannesburg Apr. 2019
https://doi.org/10.17159/2411-9717/17/070/2019
PAPERS OF GENERAL INTEREST
Compaction tests on coking coals. Part 1: Laboratory-scale compaction with a 4-ton hydraulic press
G. Coetzer
Previously from Exxaro Resources
SYNOPSIS
Prior to operating a non-recovery coke pilot plant, it was critical to ascertain coal cake stability during the loading of a 1 m3 coal cake into the oven. Various compaction parameters were verified and established on a small laboratory-scale compaction machine to obtain a coal cake of acceptable stability. These parameters include cake density, cake surface moisture, transverse strength (force applied perpendicular to the original compacted coal cake layers), and applied force to the coal cake. This work determined the behavioural characteristics of the coal while being compacted either with a full-sized or a 1/3-sized compaction plate in a 9 kg capacity mould. Two different coals were evaluated, namely Waterberg semi-soft coking coal (sscc) and Oaky North hard coking coal.
The target wet cake density of 1 100 kg/m3 (79% of 1 400 kg/m3 relative density) was achieved for Waterberg sscc, with a particle size d50varying between 0.6 mm and 1 mm, utilizing the 1/3-sized compaction plate in the laboratory-scale set-up, with 11.6% surface moisture and 92.2 t/m2 commercial equivalent applied force. For Oaky North hard coking coal, a wet cake density of 1 189 kg/m3 (85% of 1 400 kg/m3 relative density) was achieved at a surface moisture content of 12.3% and at a lower applied force than that for Waterberg sscc, i.e. 78.5 t/m2.
Coal cakes of acceptable strength, and therefore sufficient stability for further processing, were obtained for all materials evaluated during this study.
Further studies should be conducted to determine the effect of zeta potential during the compaction of coals.
Keywords: coking coal, compaction test, coal coke stability, wet coke density, laboratory scale.
Introduction
Exxaro Resources has successfully installed and commissioned a world-class stamp-charging horizontal 1 t electrically-heated pilot-scale coke oven at its Metallurgy Services facility. Prior to operating the coke non-recovery pilot plant, it is essential to ascertain coal cake stability during the loading of a 1 m3 coal cake into the oven. The design of Exxaro's pilot plant is such that the coal cake is pushed inside the oven by means of a pusher plate, rather than through a 'spoon' feed mechanism, such as is found in industrial horizontal coke ovens. The pusher plate loading mechanism dictates that the coal cake should possess high stability and inherent strength during loading into the oven, owing to frictional forces exerted by the oven floor. In order to obtain a coal cake of acceptable stability, various compaction parameters needed to be verified and established on a small laboratory-scale compaction machine.
This work determined the behavioural characteristics of the coal while being compacted under pressure. Focus was placed on parameters such as cake density, cake moisture, transverse strength (force applied perpendicular to the original compacted coal cake layers), and applied force to the coal cake. These parameters are crucial for the successful operation of a non-recovery coke oven.
Literature survey
Coking of coal blends utilizing high-volatile coals, with poor coking ability, to produce a high-quality coke for blast furnace application is possible by compacting the coal blend prior to the carbonization process (Kuyumcu and Sander, 2014). Coking of a single-component coking coal, such as Waterberg semi-soft coking coal (sscc), should therefore also benefit through the utilization of compaction. The coke produced from 100% Waterberg sscc is destined for the ferro-alloy industry and for blast furnace processes.
During coal compaction, an increase in oven bulk density leads to an increase in coke strength after reaction (CSR) and to homogeneity throughout the coke oven chamber. This phenomenon is attributed to enhanced coal particle adhesion and improved plasticity during the plastic phase. This, in turn, results in the growth of carbon forms and improves the degree of carbon crystallization; thus also the coke strength (Nyathi et al., 2013). Coke strength development is dependent on (i) the extent of coal particle adhesion, and (ii) the presence of unfilled gaps between particles (porosity) (Nishioka and Yoshida, 1983).
The benefits of an increase in coal cake bulk density include:
> A less porous coke product, which is beneficial for mechanical strength (Nishioka and Yoshida, 1983). The decrease in total porosity is indicative of limited swelling, restraining pore enlargement and this, presumably, is attributable to the compact nature of the coal bed under high oven bulk density (Nyathi et al., 2013)
> Closer proximity of coal particles during softening, which results in the development of a stronger bond between the coke cells (Kumar et al., 2008)
> The induction of homogeneity throughout the coal cake (Kuyumcu, Rosenkranz, and Abel, 2010)
> An increase in the proportion of less-reactive carbon forms, and an improved degree of crystallization (Nyathi et al., 2013)
> Decreased porosity causing an increase in the water saturation index, i.e. filling of the total pore volume (Rejdak and Wasielewski, 2015)
> I mprovement in the coke strength owing to increased coal particle contact and increased coke density (Rejdak and Wasielewski, 2015).
The bulk density and mechanical strength of compressed coal cake are controlled by varying the compressing energy, compacting time (when stamping with cyclic impacts of the stampers), coal type, coal surface moisture, coal granulometric properties (particle size distribution, particle shape, and particle density), and coal surface properties, as well as by using bulk density modifiers, such as oil (Nyathi et al., 2013; Kuyumcu and Sander, 2014; Burat. Kuyumcu, and Sander, 2015; Rejdak and Wasielewski, 2015).
Coal cake density is influenced by the surface (wettability) and mechanical (grindability and hardness of coal structure) properties. According to Rejdak and Wasielewski (2015), the wettability of coals depends on various factors, such as the degree of coalification, the mineral content, and the maceral composition. The mineral components in coals are hydrophilic, and pure coal repels water, which in this case works against the cohesion of the blend. Hence, the lower the mineral content, the lower the bulk density of the coal cake, and this decreases the oven throughput (Dash et al., 2005). Less coalified coals contain more oxygen and hydrophilic functional groups than more coalified coals do. The higher wettability of the surface of coal grains is associated with higher works of adhesion (reversible work to separate the interfaces of two coal grains), which can adversely affect the rearranging of coal particles and can prevent the creation of a dense coal cake. The coal surface moisture acts as a binder, and the water added to the coal has a direct impact on coal cake strength. The strength increases during compaction with an increasing pore saturation index to a maximum value of 80% (Abel, Rosenkranz, and Kuyumcu, 2009).
In the case of different mechanical properties (Abel, Rosenkranz, and Kuyumcu, 2009; Rejdak and Wasielewski, 2015), higher coal cake density can be obtained through the spalling of coal particles. For coking coals, the grindability, which reflects coal structure hardness, decreases with an increase in the content of volatile matter. During the compaction process, a plastic-elastic deformation occurs. Locally, the mechanical strength of the particles may be exceeded; thus, some parts of the coal grains can be crushed (degree of fineness) to fill interparticle voids, hence increasing the number of particle contacts (liquid bridges), and the number of pores (capillaries). The particle strength is also dependent on the coal particle size (Abel, Rosenkranz, and Kuyumcu, 2009). The smaller a particle, the greater its rigidity. This is due to the smaller probability of imperfections in the grain lattice. Therefore, densification of the coal cake cannot be considered without taking into account the granulometric properties of the coal.
The rearrangement of the particles during compaction is enhanced by the surface moisture, which reduces the internal friction (Kuyumcu and Sander, 2014). The water acts as a lubricant that increases the sliding movement between the coal particles so that they can rearrange more easily and achieve a higher packing density (Kuyumcu and Sander, 2014; Rejdak and Wasielewski, 2015). This, in turn, enhances the tendency of the particles to converge with an increase in compaction energy, as a result of which air voids decrease; thus, cake density increases (Kuyumcu, Sander, and Burat, 2012). This is due to the presence of capillary forces (liquid bridges and capillary pressure) between coal particles. With further strain, an elastic-plastic deformation of the particles begins to occur, resulting in particle breakage and the filling of small pores with the fragments (Madias and de Córdova, 2013). While the pore volume decreases, the pore saturation by water rises, causing a damping effect. For low-rank coals, with lower grindability, this phenomenon might be limited. Excessive particle breakage during compaction can adversely affect the bulk density of a coal cake. The pressed cake can be classed as a so-called wet agglomerate, which is characterized by the adhesive forces resulting from liquid bridges within the capillary pore system (Kuyumcu and Sander, 2014).
The presence of water is detrimental with respect to both the thermal (a higher energy demand to evaporate water) and ecological (a greater volume of wastewater) balance of the carbonization process (Kuyumcu, Rosenkranz, and Abel, 2010; Rejdak and Wasielewski, 2015). High volumes of interstitial water absorb the impact of the compactor/pressing plate and also prevent particle breakage that contributes to a dense packing of the coal cake. For a water content higher than 14%, the compression energy is mostly used to expel the water from the coal cake (Kuyumcu Rosenkranz, and Abel, 2010). In addition, water can adversely affect the ceramic lining of the coke ovens. Therefore, determining the optimum water content with respect to coal cake stability is vital (Kuyumcu, Abel, and Rosenkranz, 2011).
Industrial stamp charge technology employs a combined stamping-charging-pushing machine, which increases the bulk density of the feed coal to a compact density of 80% of the true coal density, i.e. a compact density of around 1 100 kg/ m3, depending on the true density of the coal, before charging the oven (Abel, Rosenkranz, and Kuyumcu, 2009; Kuyumcu, Rosenkranz, and Abel, 2010; Kuyumcu and Sander, 2014). The stamping process increases the mechanical strength of the coal cake and makes trouble-free charging possible. In the case of mechanical failure, the coal cake usually does not collapse completely as one would expect from flowing bulk solids. Most commonly, portions in the range of 12% to 16% break from the cake when the mechanical strength is exceeded locally. This can be due to one or a combination of the following, when dynamic forces act on the cake (Abel, Rosenkranz, and Kuyumcu, 2009; Madias and de Córdova, 2013; Kuyumcu and Sander, 2014):
> Cake weight (i.e. critical cake height)
> A local reduction of shear strength along a plane that is sloped according to a decreased angle of internal friction (cake failure by shear fracture with the fracture along a sliding plane)
> Bending or compressive stress when the tensile strength of the compact is too low (cake failure by cleavage fracture where the fracture plane is vertical to the tensile load)
> Poor water distribution or wetting.
A criterion for the sufficient mechanical strength of the coal cake, therefore, has to relate that strength to the loading conditions, considering the weakening of the cake and the dynamic stress, through the introduction of appropriate safety margins (Abel, Rosenkranz, and Kuyumcu, 2009).
The specific aim of this study was to obtain a coal cake of acceptable stability with a compacted wet cake density of 1 100 kg/m3 or higher, with surface moisture content as low as possible, as proposed by Kuyumcu and Sander (2014), by utilizing either a full-sized or 1/3-sized compaction plate on a laboratory scale. Two different coals were evaluated, namely Waterberg sscc and a hard coking coal (Oaky North).
Experimental
Sample preparation
Bulk Waterberg sscc samples (10 t) were bagged in plastic-lined bulk bags to preserve moisture in the samples. These samples were then homogenized and transferred to plastic drums fitted with rubber seals to prevent drying and minimize oxidation and the effects of ageing. Oaky North hard coking coal (10 t) was obtained from AMSA (Vanderbijlpark) from the commercial stockpile. This was homogenized and stored in a similar manner as described for the Waterberg sscc coal.
The Waterberg sscc and Oaky North materials were crushed by a hammer mill to the specific particle size distributions (PSDs) depicted in Figure 1.
A 200 kg bulk Waterberg sscc sample containing 12% surface moisture was prepared and gradually dried on a plastic sheet in the laboratory to a surface moisture level of 6%. Samples were collected over the drying period at targeted surface moisture levels between these levels. The coal was mixed intermittently by coning and quartering to obtain a representative sample, and also to control the moisture distribution. The surface moisture content was determined simultaneously using two Ohaus moisture analysers fitted with a programmable heating sequence, over a period of 20 minutes to a temperature of 105°C. The average moisture levels were determined. A similar preparation method was adopted for the Oaky North sample.
Sample properties
Table I summarizes properties of the coal materials evaluated.

Coal compaction
Two different types of compaction plates were evaluated, namely a full-sized plate covering the cross-sectional area of the coal cake and a 1/3-sized plate. The following procedure was used during the compaction of the coal cake.
> Coal was transferred into a mould (dimensions 200 mm χ 200 mm χ 330 mm) fitted with removable sides.
> Coal layers (three in total, 9 kg in total) were compacted individually, and the thickness of each layer changed owing to compaction. Each layer was compacted from side to side during overlapping compaction with the 1/3-sized plate in order to expel as much air as possible from each layer.
> Once the coal cake was fully compacted, three of the four sides of the mould were removed (Figure 3). The mould was then tilted through 90° for the transverse strength test.


Transverse strength test
Transverse strength tests were performed with the 1/3-sized compaction plate aligned perpendicular to the angle at which the cake was compacted. This was to simulate the pushing forces exerted on a compacted coal cake during loading into a 1 t pilot plant coking oven. The transverse strength was calculated from the maximum transverse force applied, before final breakage of the coal cake, in relation to the cross-sectional area of the cake.
Results and discussion
Particle size distribution
The PSDs for each of the coals are depicted in Figure 1. The d50 of the Waterberg sscc materials varied between 0.6 mm and 1 mm, whereas the crushing fineness was more than 99% < 3.25 mm. The particle sizes of the coals utilized in this study were similar to those suggested for compaction or stamping by various workers in the field, namely 85% to 99% < 3.25 mm (Dash et al., 2005; Kumar et al., 2008, Tiwari et al., 2012; Madias and de Córdova, 2013; Rejdak and Wasielewski, 2015). In the case of the Oaky North sample, the d50was 0.7 mm with a crushing fineness of 95% < 3.25 mm.
Results from full-sized plate
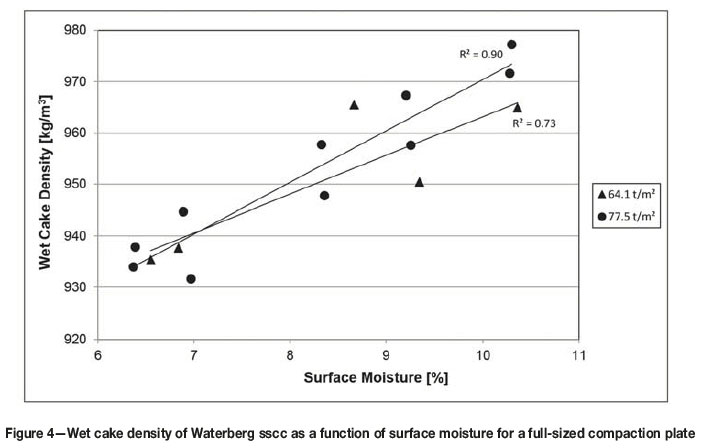
Sample Waterberg sscc 1 was utilized for the full-sized plate compaction tests (see Table I and Figure 1 for PSD). It follows from Figure 4 that the general trend was a linear increase in wet cake density with increasing surface moisture using the full-sized compaction plate. This trend can be expected for a range of increasing moisture until the cake density begins to decrease. However, no attempt was made to determine this inflection point.
It should be noted that the scatter seen in Figure 4 is relatively high, for applied forces both at 64 t/m2 (commercial equivalent applied force) and 77.5 t/m2, whereas the relationships are linear (R2 = 0.73 for 64 t/m2 and 0.90 for 77.5 t/m2 applied force). The variations are characteristic of applying a full-sized compaction plate since air and excess water were not expelled completely from the cake during compaction, resulting in an inconsistent compaction. Figure 4 also indicates that higher wet densities were obtained with an increase of applied force. The maximum cake bulk density recorded was 977 kg/m3 at a surface moisture content of 10.3% and 77.5 t/m2 applied force. Therefore, the required wet cake density of 1 100 kg/m3 was not achieved with the full-sized plate at the conditions considered.
The calculated average porosity1 (dry basis) in these two different tests was 39.8%, compared to a starting porosity of 53%. The latter was based on a dry bulk density (630 kg/m3) determined for a surface moisture content of 9% for crushed Waterberg sscc. These figures correspond to those mentioned by Sand. Rosenkranz, and Kuyumcu (2012), i.e. starting porosity is about 50%, decreasing to as low as 20% after compaction. This indicates the potential for further improving the bulk densities during laboratory-scale compaction.
The transverse strengths obtained for Waterberg sscc 1 as a function of surface moisture at various applied forces are shown in Figure 5. Slightly lower average transverse strengths were recorded for the lower applied force (64.1 t/m2), i.e. 10.6 ± 0.5 kN/m2, compared to 11.7 ± 0.6 kN/m2 at 77.5 t/m2 applied force. The variations noted for the 77.5 t/m2 applied force are within acceptable statistical limits and are reported, in general, in a straight line. A somewhat negative behaviour in terms of transverse strength was noted at higher levels of surface moisture, above 10%. This might be ascribed either to (i) entrapped air in the coal cake that interfered with bonding between particles and water, or (ii) the moisture level that was too high resulting in the sliding of the particles over each other owing to a lowering of van der Waals bonding. Maximum transverse strengths were recorded at the lower preferred surface moisture levels of around 6.5%, i.e. 12.2 kN/m2 at 77.5 t/m2 applied force. These results show that the moisture content can be lowered, although no attempt was made to investigate this further since the transverse strengths were too low. The transverse strengths obtained in this study resemble the typical shear strength figures obtained by Rejdak and Wasielewski (2015) for various coals, namely between 8 kN/m2 and 18 kN/m2.
When depicting transverse strength as a function of wet cake density (Figure 6), a similar trend was observed as that shown in Figure 5, as expected, since the cake density increased with moisture content. The transverse strength was adversely affected by increasing moisture. According to Abel, Rosenkranz, and Kuyumcu (2009), with increasing cake density the transverse strength should increase. Therefore, the negative trend indicates that excessive moisture played a significant role.
In terms of the observed maximum transverse strength levels (12.0 kN/m2 to 12.5 kN/m2) and surface moisture (6.4% to 10.3%) in Figures 5 and 6, the maximum wet cake density obtained was between 930 kg/m3 and 958 kg/m3 for the full-sized plate compaction method for the compaction conditions that were considered.
Results from 1/3-sized plate
Waterberg sscc 1, 2, and 3 and Oaky North materials were utilized during compaction tests with a 1/3-sized compaction plate, i.e. covering one-third of the cross-sectional area of the cake. The properties of Waterberg sscc 1, 2, and 3 are very similar and the coals are comparable in behaviour (see Table I). The effect of the 1/3-sized plate was evaluated in an attempt to reach the target densities as well as to expel more trapped air and water from the coal cake during compaction.
Figure 7 depicts the wet cake densities obtained as a function of surface moisture when a 1/3-sized compaction plate was utilized. The wet cake densities increased linearly with increased surface moisture content, showing high R2 values, i.e. between 0.88 and 1.00. Figure 7 also shows that the wet cake density increased, in general, for Waterberg sscc with an increase in applied force. A maximum coal cake density of 1 102 kg/m3 was obtained at 92.2 t/m2 applied force and 11.58% surface moisture content. In the case of Oaky North, a similar trend was observed as for Waterberg sscc, although a lower applied force, i.e. 78.5 t/m2, was required to achieve a similar wet cake density of 1 189 kg/m3 with a surface moisture content of 12.27%. Thus, a hard coking coal seems to compact more easily than a semi-soft coking coal.
The applied force of 92.2 t/m2 for Waterberg sscc 2 is about 30-40 t/m2 higher than would be expected in a commercial application to obtain a 1 100 kg/m3 wet compaction density. In the case of Oaky North, the applied force was closer to that of a commercial application, i.e. 78.5 t/m2 vs 60 t/m2. These higher applied force values obtained in the laboratory are probably due to friction forces from the mould sides during compaction on such a small scale.
When comparing the scatter of results in Figure 4 and Figure 7, a significant improvement was noted for Waterberg sscc wet cake densities as a function of surface moisture, i.e. a 12.8% increase from 977 kg/m3 to 1 100 kg/m3 for the 1/3-sized compaction plate. This improvement is probably due to the increased consistency obtained during compaction when more air and water were expelled from the coal cake during the utilization of the 1/3-sized plate.
The surface moisture content did not have any appreciable effect on the transverse strength, as shown in Figure 8. The applied force had the most significant impact on the transverse strength of Waterberg sscc materials, where the transverse strength increased to 19 kN/m2 with 80-92 t/m2 applied force. This equates to an increase of 52.8% compared to the results obtained with the full-sized plate, indicating the benefit of using a 1/3-sized compaction plate. These transverse strengths are close to the shear strengths reported by Rejdak and Wasielewski (2015). In the case of Oaky North coal, the transverse strength increased significantly to 46.7 kN/m2. This is ascribed to the different properties of the Oaky North hard coking coal, such as higher rank and lower vitrinite content (see Table I), compared to Waterberg sscc, which increased the transverse strength of this coal owing to its lower wettability properties (Rejdak and Wasielewski, 2015).
The increase in transverse strength obtained at an applied force of 80.4 t/m2 for Waterberg sscc is ascribed to an increased number of iterations (13 compaction cycles) per layer of compaction during the preparation of the coal cake, compared to 79.6 t/m2 applied force (six compaction cycles). In the former case, a coal layer was compacted 13 times with the 1/3--sized compaction plate in overlapping sections compared to six times for the 79.6 t/m2 test. This greater compaction intensity might have caused (i) a higher volume of air and water to be expelled from the coal cake, as well as (ii) particle breakage that created new surfaces for bonding between particles containing moisture. No attempt was made to determine the PSD differences between compacted coal cakes in each of these two tests in order to expound upon this result.
When transverse strength was plotted as a function of wet cake density (Figure 9), a similar trend was observed to that shown in Figure 8, as expected, since the cake density increased with surface moisture. The transverse strength of Waterberg sscc materials was only slightly influenced by the wet cake density, in contrast to the results obtained with the full-sized compaction plate. Although the transverse strengths for Oaky North are significantly higher than those for the Waterberg sscc materials, these are, in general, not affected by wet cake density.
The calculated porosities in the tests performed with the 1/3-sized compaction plate as a function of applied force are depicted in Figure 10. A higher applied force resulted in lower porosity, with the porosity decreasing linearly (R2 = 0.65) for all the Waterberg sscc materials evaluated. The lowest porosity obtained for Waterberg sscc with a 1/3-sized compaction plate, i.e. 32%, was a 20% improvement compared to a full-sized plate. This again indicates that an opportunity still exists to improve the bulk densities during compaction. In the case of Oaky North, the lowest porosity obtained was 26%. In this case, it was assumed that the relative density of Oaky North is similar to that of Waterberg sscc based on coal processing parameters, namely 1 400 kg/m3.
The normal stress that a compacted coal cake is exposed to owing to its own weight is a function of its height, compaction density, and gravity (Kuyumcu, Abel, and Rosenkranz, 2011). Therefore, for a typical Waterberg sscc coal cake prepared in this study with a height of 0.206 m and 1 102 kg/m3 compaction density, the normal stress owing to its weight is 2.2 kN/m2. The transverse strength obtained for this specific coal cake was 17.6 kN/m2 - eight times the normal strength. This strength should be sufficient to withstand handling while the cake is being pushed into a 1 t pilot plant coke oven without breaking or collapsing owing to its own weight. It must be noted that, in this case, the compacted coal cake is rammed into the pilot plant oven by a pusher arm and not by a feeder sole plate as is the case for commercial applications. In the case of the Oaky North coal, the transverse strength exceeded the normal stress by about 20 times for a 1 189 kg/m3 wet density coal cake, indicating once again a sufficient strength. Therefore, strong coal cakes of sufficient stability can be expected during 1 t coke pilot plant oven operations.
Conclusions
> The results confirm the importance of a suitable coal cake compaction method, i.e. a 1/3-sized compaction plate rather than a full-sized plate, to remove entrapped air and water from compacted coal layers.
> The target wet cake density of 1 100 kg/m3 (79% of material density) was achieved for Waterberg sscc using the 1/3-sized compaction plate in the laboratory-scale set-up with 11.6% surface moisture and 92.2 t/m2 (commercially equivalent) applied force. For Oaky North hard coking coal, a wet cake density of 1 189 kg/m3 (85% of material density) was obtained at a surface moisture content of 12.27% and a lower applied force, i.e. 78.5 t/m2.
> Wet cake density increased linearly with increased surface moisture and applied force for the investigated surface moisture range of 6-12.3% for both sizes of compaction plate evaluated, as well as for all materials investigated.
> Higher wet cake densities and transverse strengths were achieved with an increase of applied force.
> Coal cake transverse strength was only very slightly affected by an increase in surface moisture content during the 1/3-sized compaction plate tests.
> Coal cake transverse strengths obtained in this study are related to typical coal cake shear strengths obtained by other workers in this field.
> Acceptable coal cake strengths, and therefore stability, were obtained for all materials evaluated during this study.
> The minimum porosities obtained at the compaction conditions considered during this study were 32% and 27.8% for Waterberg sscc and Oaky North, respectively, indicating that further improvements in terms of increasing wet cake densities and decreasing moisture contents should be possible at suitable coal cake strengths.
> It is recommended that a study be conducted to evaluate the impact of the manipulation of the zeta potential of the coal surfaces prior to compaction in order to decrease repulsive forces between the coal surfaces, and thus to enhance coal cake strengths and compaction densities.
Acknowledgements
The author would like to thank Exxaro Resources for permission to publish this work.
References
Abel, F., Rosenkranz, J., and Kuyumcu, H. Z. 2009. Stamped coal cakes in cokemaking technology. Part 1 - A parameter study on stampability. Ironmaking and Steelmaking, vol. 36, no. 5. pp. 321-326. [ Links ]
Burat, F., Kuyumcu, H.Z., and Sander, S. 2015. Effect of particle-size distribution and degree of saturation on coal-compacting processes within a coke-making operation. International Journal of Coal Preparation and Utilization, vol. 35, no. 4. pp. 216-231. [ Links ]
Dash, P.S., Krishnan, S.H., Sharma, R., Banerjee, P.K., and Haldar, S.K. 2005. Laboratory scale investigation to improve the productivity of stamp charge coke oven through optimisation of bulk density of coal cake. ISIJ International, vol. 45, no. 11. pp. 1577-1586. [ Links ]
Kumar, P.P., Barman, S., Ranjan, M., Ghosh, S., and Raju, V.V.S. 2008. Maximisation of non-coking coals in coke production from non-recovery coke ovens. Ironmaking and Steelmaking, vol. 35, no. 1. pp. 33-37. [ Links ]
Kuyumcu, H.Z., Abel, F., and Rosenkranz, J. 2011. Analyses of the coal densification behaviour and the coal cake stability within the stamped charge coke making operation. Proceedings of the Conference in Minerals Engineering 2011, Luleâ, Sweden, 8-9 February 2011. Alatalo, J. (ed.). Luleâ Tekniska Universitet. pp. 123-137. https://www.scribd.com/document/55547012/Analyses-of-the-Coal-Densification-Behaviour-and-the-Coal-Cake-Stability-Within-the-Stamped-Charge-Coke-Making-Operation [accessed 3 March 2014]. [ Links ]
Kuyumcu, H.Z., Rosenkranz, J., and Abel, F. 2010. Densification behaviour of coking coals within stamp charge operation. Proceedings of the International Coal Preparation Congress. Honaker, R.Q. (ed.). Society for Mining, Metallurgy and Exploration, Littleton, CO. pp. 947-956. [ Links ]
Kuyumcu, H.Z. and Sander, S. 2014. Stamped and pressed coal cakes for carbonisation in by-product and heat-recovery coke ovens. Fuel, vol. 121. pp. 48-56. [ Links ]
Kuyumcu, H.Z., Sander, S., and Burat, F. 2012. Investigation on the coal compacting processes in the cokemaking industry. Proceedings of the XIII International Mineral Processing Symposium, Bodrum, Turkey, 10-12 October 2012. Department of Mining Engineering, Eskisehir Osmangazi University. 9 pp. [ Links ]
Madias, J. and de Córdova, M. 2013. A review on stamped charging of coal. Proceedings of the Associationfor Iron and Steel Technology, Pittsburgh, PA, 6-9 May 2013. Vol 1. pp. 253-262. [ Links ]
Nishioka, K. and Yoshida, S. 1983. Strength estimation of coke as porous material. ISIJ International, vol. 23, no. 5, pp. 387-392. [ Links ]
Nyathi, M.S., Kruse, R., Mastalerz, M., and Bish, D.L. 2013. Impact of oven bulk density and coking rate on stamp-charged metallurgical coke structural properties. Energy Fuels, vol. 27. pp. 7876-7884. [ Links ]
Rejdak, M. and Wasielewski, R. 2015. Mechanical compaction of coking coals for carbonization in stamp-charging coke oven batteries. Physicochemical Problems of Mineral Processing, vol. 51, no. 1. pp. 151-61. [ Links ]
Sand, Α., Rosenkranz, J., and Kuyumcu, H.Z. 2012. DEM modelling and simulation of coal compaction by stamping. http://www.edemsimulation.com/papers/dem-modelling-and-simulation-of-coal-compaction-by-stamping/ [accessed 5 February 2015]. [ Links ]
Tiwari, H.P., Saxena, C.K., Banerjee, P.K., Haldar, S.K., Sharma, R., and Sanjoy, P. 2012. Study on heating of coal during carbonization in non-recovery oven. International Journal of Metallurgical Engineering, vol. 1, no. 6. pp. 135-142. [ Links ]
Wikipedia. 2014. Strength of materials. http://en.wikipedia.org/wiki/Strength_of_materials [accessed 12 September 2014]. [ Links ]
 Correspondence:
Correspondence:
G. Coetzer
atomium@iafrica.com
Received: 22 Feb. 2017
Revised: 26 July 2018
Accepted: 8 Nov. 2018
Published: April 2019

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}