










Services on Demand
Journal

Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the South African Institution of Civil Engineering
On-line version ISSN 2309-8775Print version ISSN 1021-2019
J. S. Afr. Inst. Civ. Eng. vol.58 n.1 Midrand Mar. 2016
https://doi.org/10.17159/2309-8775/2016/v58n1a7
TECHNICAL NOTE
The effects of lubricant and tendon mass variances on the coefficient of friction in unbonded post-tensioning tendons
M Dundu; M Ward
ABSTRACT
In unbonded post-tensioning tendons, the coefficient of friction varies from one design standard to another. This variation is caused by the large number of complex factors that must be considered in design. These factors include the thickness of lubricant or grease present in the system, clearance between the strand and the plastic sheath, and surface characteristics of the strand and plastic sheath. In order to determine the effect of these factors a series of friction tests were performed on two different diameters of strand, namely 12.7 mm and 15.24 mm diameters. Through a regression analysis, it was found that the frictional force decreases with an increase in the thickness of the grease, and that friction increases with an increase in the mass of the strand. The degree of friction was found to be dependent on the surface characteristics of the strand and plastic sheath, clearance between the plastic sheath and the strand, and the extrusion process of the plastic sheath.
Keywords: post-tensioning, 7-wire strand, grease, mass, plastic sheath, unbonded, coefficient of friction
INTRODUCTION
Post-tensioning is generally classified into two categories, namely bonded and unbonded. The bonded multi-strand system has been the method of choice in post-tensioning. However, during the past 25 years, the unbonded post-tensioning system has progressively become the construction method of choice in thin slabs and narrow beams, because it offers a versatile and more economic solution than the bonded multi-strand systems (Burns & Moon 1997). In an unbonded system, the tendons are anchored at both ends only and there is no bonding between the concrete and the tendon along the length of the tendons. Unbonded tendons can easily be bent, which makes them suitable for structures with complicated and continuously curved reinforcing bars. The tendon consists of a 7-wire mono-strand that is coated with a specified thickness of grease, as shown in Figure 1. Once coated with grease, the plastic sheath is extruded over the strand in order to protect the strand against chemical and mechanical damage. The grease allows the strand to move inside the plastic sheath, provides corrosion protection to the strand and reduces the amount of friction between the strand and the plastic sheath during post-tensioning.

Although the friction in an unbonded tendon is greatly reduced, accurate prediction of friction loss is critical for successful design. Underestimating the friction loss can lead to inadequate pre-stress, improper camber and low stiffness, which cause serviceability problems such as excessive deflections. Conversely, over-prediction can lead to excessive shortening of the concrete member, excessive camber and horizontal movements (AASHTO 2012). Over-prediction of losses also increases the required tendon area, resulting in uneconomical designs.
The coefficient of friction in an unbonded post-tensioning system is influenced by many factors, which include the thickness of lubricant or grease present in the system, clearance between the strand and the plastic sheath, surface characteristics of the strand and plastic sheath, and the size of the wires making up the 7-wire strand. Lack of consensus on the treatment of friction is illustrated in Table 1 by the large variation of the coefficient friction (μ), which ranges from 0.05 to 0.15. For an unbonded system SANS 10100-1 (2000) and EN 1992-1-1 (2004) specify a single value as a coefficient of friction. Note that the value specified by EN 1992-1-1 (2004) is twice the value specified by SANS 10100-1 (2000). PTI (2006) and ACI 318-14 (2014) specify a range of coefficients of friction, while AASHTO (2012) does not include a coefficient of friction for an unbonded system. The lower bound of the PTI (2006) and ACI 318-14 (2014) range is exactly the same as the coefficient specified in SANS 10100-1 (2000). However, the upper bound of the PTI (2006) and ACI 318-14 (2014) range is three times higher than the coefficient specified in SANS 10100-1 (2000). PTI (2006) recommends a coefficient for an unbonded system of 0.07. The large variation in the coefficient of friction shows that there is no real consensus on the exact value that must be used. Hence the values given in Table 1 should only be considered as guidelines. According to AASHTO (2012), the friction coefficient varies from project to project and is dependent on the quality of workmanship.

This investigation was performed in order to understand the factors that influence the coefficient of friction and to establish why the variation of the coefficient of friction is large. Experiments were conducted on five different coils, and three strands were tested per coil. Of the coils provided, two different diameters of strand (12.7 mm and 15.24 mm) were tested with different thicknesses of grease. The aim of the experiment was to determine the force required to pull the plastic sheath off the strand and relate this force to the amount of grease used in the system. Other factors that influence the coefficient of friction, such as the surface characteristics of the strand and plastic sheath, mass of the wires making up the 7-wire strand and the contact pressure between the strand and the plastic sheath, were also investigated.
FRICTION TEST
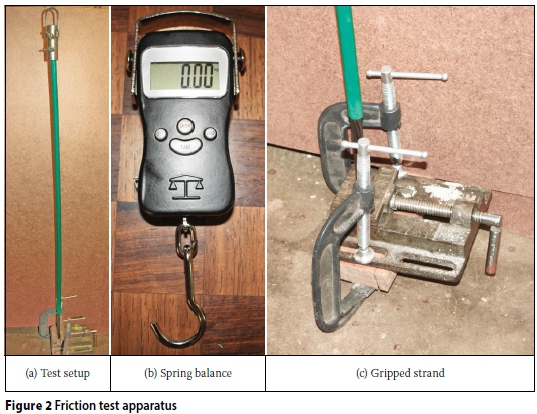
The friction test was conducted according to the test procedure outlined in EOTA ETAG 013 (2007), Annex C. A total of five different coils were supplied, and three specimens per coil were tested. All specimens were 1.2 m long. For each specimen, the weight of the strand, wires, grease and plastic sheath (including its thickness) had to be measured. The weight of the grease was established by weighing the lubricated strand. After that the grease was washed off the strand and the strand elements reweighed. The apparatus required to perform this test are shown in Figure 2. Of the 1.2 m length of the strand, 0.2 m length was exposed to facilitate the clamping process. Once the strand was clamped, the spring balance was hooked to the plastic sheath. The spring balance was then pulled up by hand until the sheath started to move and the force on the spring balance was constant. The force required to move the sheath was recorded and the procedure repeated for the other specimens.
FRICTION TEST RESULTS
This section presents the results of the test setup in Figure 2. The force required to pull the plastic sheath off the strand was related to the amount of grease used in the system and the mass of the wires as described below.
Frictional force versus the amount of grease
The relationship between the frictional force and the mass of grease for the 12.7 mm and 15.24 mm strands is shown in Figure 3. Each value on the graph is an average of three values from each coil. As shown in Figure 3, the thickness of grease varies from 32.4 g/m to 36.5 g/m for the 12.7 mm diameter strand, and 43 g/m to 48 g/m for the 15.24 mm diameter strand. The corresponding frictional force for the 12.7 mm diameter ranges from 30 N to 35 N, and from 55 N to 76 N for the 15.24 mm diameter. It is clear from these results that the frictional force decreases with an increase in the thickness of the grease.
Friction force versus the mass of the strands
The mass of the strands varies from coil to coil. This can be explained by the fact that, when the strand is produced, there is a tolerance of ± 0.03 mm in the diameter of the wires of the strand. As shown in Figure 4, the friction increases with an increase in the mass of the strand. This means that a strand of larger mass would yield a higher friction force than a lighter strand. The higher friction is caused by larger sag, resulting from the larger mass. In the extreme case of the strand reaching the plastic sheath, the contact pressure exerted by the strand on the plastic sheath is larger, resulting in higher friction generated.
Manufacturing process
For several years, three principal polyethylene coating applications were used to manufacture an unbonded tendon, and these are (1) a plastic tube into which the grease-coated strands were pushed, (2) a continuous polyethylene strip positioned parallel with the strand, wrapped around the coated strand, and sealed with a seam along the longitudinal axis of the strand (heat sealed), and (3) the extrusion of polyethylene over the coated strand. Pushed and heat-sealed tendons had the inherent shortcoming of either trapping or allowing access of corrosive substances in the oversized sheathing. Since it eliminates voids between the sheathing and the grease coating, the extruded polyethylene sheathing has been widely accepted as the best manufacturing process. However, the negative aspect of the extrusion application method is that the extrusion of the plastic sheath over the greased strand affects the clearance between the strand and the plastic sheath, and subsequently the free movement of the strand. In addition, when the clearance is not uniform, the amount of grease in the various strands varies. It was observed during the experiments that strands that had a smaller clearance required more force to pull the plastic sheath from the strand.
The internal surfaces of the plastic sheath of a few specimens were twisted or rifled during the extrusion process, in conformity with the spiral shape of the strand. Evidence of this behaviour is shown in Figure 5, and happens when the extrusion process is not precisely timed. The plastic sheath takes the profile of the strand if the strand is pushed through the production line faster than the extruded plastic sheath. This pulls or stretches the plastic sheath over the strand, making the plastic sheath tighter than is required. The plastic sheath takes on the profile of the strand when it has hardened. Specimens that exhibited this behaviour had a higher pull-out force than those with smooth profiles. The ridges or rifled profile increased the friction.

COEFFICIENT OF FRICTION
A simple test was also performed to determine the coefficient of friction. In this test, a sheet of polyvinyl acetate (PVA), with properties that are similar to high density polyethylene or plastic sheath, was placed on a flat surface. The top surface of the polyvinyl acetate sheet represented the inside part of the plastic sheath. A steel plate, with or without grease applied to its bottom side, was placed on the PVA sheet. Several weights were then applied on the steel plate in order to induce a vertical or normal load. A spring balance was hooked to the steel plate and, to generate the friction force, the spring balance was pulled as shown in Figure 6. As soon as the plate started moving, the friction force was recorded. The process was repeated several times with different weights in order obtain consistent coefficients of friction. An initial weight of 28.28 N was applied on the steel plate. This weight was increased to 36.89 kN in the second series of tests. The results from this exercise are given in Table 2.


The results in Table 2 show that the presence of the grease greatly reduces the degree of friction present in an unbonded system. The average coefficient of friction is 0.2 for a sheet of PVA without grease, and varies from 0.040 to 0.048 (a value of 0.042 is recommended) for the sheet of PVA with grease. The recommended value is very close to the coefficient of friction provided by SANS 10100-1 (2000), and lower bound coefficients of friction provided by PTI (2006) and ACI318-14 (2014). The small difference between the recommended coefficient of friction and the coefficients of friction specified in the standards could be because the steel plate does not represent the shape of the strand. In addition, the coefficient of friction established from these tests did not account for other friction factors, such as friction due to the curvature of the strand.
CONCLUSIONS
From the tests carried out, the following conclusions can be made:
1. The frictional force between the strand and the plastic sheath is reduced by increasing the amount of grease. Slightly less grease yielded higher frictional forces.
2. Friction increases with an increase in the mass of the strand. The higher friction is caused by larger sag and contact pressure, resulting from the larger mass.
3. Friction was found to be dependent on the surface characteristics of the strand and plastic sheath. Specimens with rifled profiles had much higher frictional forces than smooth profiles. The coefficient of friction is optimum if the profile of the plastic is smooth and the optimum amount of grease is present.
4. It was observed during the experiments that strands that had a smaller clearance required more force to pull the plastic sheath from the strand.
5. The recommended coefficient of friction of 0.042 is close to the lower bound coefficient of friction provided by PTI (2006) and SANS10100-1 (2000).
The small difference between this experiment and the coefficient specified in the standards is because the steel plate does not represent the shape of the strand, and because the coefficient of friction established from these tests did not account for other friction factors, such as friction due to the curvature of the strand.
REFERENCES
AASHTO (American Association of State Highway and Transportation Officials) 2012. Bridge Design Specifications, 6th ed. Washington DC: AASHTO. [ Links ]
ACI (American Concrete Institute) 2014. ACI 318-14. Building Code Requirements for Structural Concrete and Commentary. Farmington Hills, MI: ACI. [ Links ]
Burns, N H & Moon, J 1997. Flexural behaviour of member with unbonded tendons. ASCE Journal of Structural Engineering, 123(8): 1087-1094. [ Links ]
EN (European Standard) 2004. EN 1992-1-1 2004. Design of Concrete Structures - Part 1-1: General Rules and Rules for Buildings. Brussels: European Committee for Standardization. [ Links ]
EOTA (European Organization for Technical Approvals) 2007. Guideline for Technical Approval of Post-tensioning Kits for Prestressing of Structures. Report No ETA-06/0226, Brussels: EOTA. [ Links ]
PTI (Post-Tensioning Institute) 2006. Post Tensioning Manual, 6th ed. Houston, TX: PTI. [ Links ]
SANS (South African National Standard) 2000. SANS 10100-1. Standardised Specification for the Structural Use of Concrete. Pretoria: SABS Standards Division. [ Links ]
 Correspondence:
Correspondence:
MORGAN DUNDU
Department of Civil Engineering Science
University of Johannesburg
PO Box 524
Auckland Park 2006
South Africa
T: +27 11 559 3815
E: mdundu@uj.ac.za
MICHELLE WARD
PO Box 12140
Elspark
Germiston 1418 South Africa
T: +27 11 316 2227
E: michellew@freyssinet.co.za

PROF MORGAN DUNDU is the Vice-Dean (Teaching and Learning) of the Faculty of Engineering and the Built Environment at the University of Johannesburg. He holds a BSc (Eng) degree from the University of Zimbabwe, and an MSc and a PhD in Structural Engineering from the University of the Witwatersrand. He is a member of the American Society of Civil Engineers (ASCE), an editorial board member of the Journal of Steel Construction: Design and Research, European Convention of Constructional Steelwork (ECCS), a member of the International Association of Bridge and Structural Engineering (IABSE), a member of the Concrete Society of Southern Africa (CSSA), a member of the Standards Association of South Africa (SASA) and a member of the South Africa Association of Engineering Education (SAAEE).

MICHELLE WARD obtained a Bachelor of Civil Engineering degree from the University of Johannesburg in 2013. She is currently working for Freyssinet South Africa as a project engineer. Her work involves post-tensioning and strengthening of structural elements with carbon-fibre-reinforced polymers.

{kind=link}
{kind=link}