










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkClean Air Journal
On-line version ISSN 2410-972X
Print version ISSN 1017-1703
Clean Air J. vol.28 n.1 Pretoria 2018
http://dx.doi.org/10.17159/2410-972x/2018/v28n1a8
RESEARCH ARTICLE
The economics of flue gas cooling technology for coal-fired power stations with flue gas desulfurisation
Pierru Roberts*I; C. J. Luther ElsI; Oleg BosyiII; Gerrit KorneliusIII
IResonant Environmental Technologies, Post Office Box 12226, Centurion 0046, luther@resonant.co.za
IIWallstein Ingenieur GmbH, Hubertusstrasse 44, Recklinghausen 45657, Germany, o.bosyi@wallstein.de
IIIEnvironmental Engineering Group, Dept of Chemical Engineering, University of Pretoria, Private Bag X20 Hatfield 0028. gerrit.kornelius@up.ac.za
ABSTRACT
Developments in heat exchanger technology, specifically in the use of polymers as tube material, have allowed the use of gas to water heat exchangers under conditions previously not viable. Two applications in the flue gas cleaning circuit of coal-fired power stations are described in this paper. In conventional pulverised coal-fired boilers, cooling of gas prior to the wet flue gas desulfurisation (WFGD) absorber reduces water consumption for evaporative cooling of the flue gas and can recover heat for feed water preheating or for use elsewhere in the plant. In another application, circulating fluidised bed boilers, which are currently proposed for a few independent power producers and may not require wet FGD, heat recovery is still feasible upstream of the bag filter typically used for particulate emission control. The extracted heat can again be recovered for use in other power plant processes, in this case most economically for pre-heating combustion air. This paper presents case studies for each of the above applications, showing that the power station efficiency is typically increased by approximately 1% of its pre-installation value. An economic analysis is provided for each, including additional power sales, reduced water consumption, or reduced fuel use with a reduction in carbon tax. For the larger installations with WFGD, payback time can be in the order of 6 years.
Keywords: flue gas desulfurisation, boiler efficiency improvement, carbon tax
Introduction
In arid countries such as South Africa the reduction of water use in industry is especially important. Significant water savings have already been achieved by South African coal-fired power plants by using dry or air-cooled condensers instead of the conventional use of water cooling towers (Lennon 2011).
The emission requirements set for large coal-fired power stations under section 21 of the Air Quality Act (39/2004) (DEA 2014, DEA 2010) will require flue gas desulfurisation (FGD) for these stations from 2020 onwards, except where postponement has been granted. The present most economical option in South Africa is a wet absorption system using limestone installed downstream of the particulate bag filter (wet flue gas desulfurisation or WFGD). This imposes an additional water use for evaporative cooling of the absorber inlet gas and negates some of the savings achieved by dry cooling technology. However, if the inlet gas is cooled before entry into the WFGD by an external heat exchanger, and the heat is used elsewhere in the power circuit, there is an obvious benefit in water savings. Developments in materials of construction have allowed this possibility despite the corrosive nature of the gas.
Thermodynamically, the circuit efficiency improves when heat is recovered within the generating cycle, which leads to increased power sales or reduced fuel use. In the latter case, the emissions are also reduced. Even in power generation applications where WFGD is not practised, such as in circulating fluidised bed (CFB) boilers (with the addition of limestone directly to the boiler), the recovery of heat from the flue gas and the use thereof in other parts of the circuit may lead to similar benefits for these (usually smaller) applications.
These heat exchangers must be designed to cope with the extremely corrosive conditions encountered when the flue gas temperature approaches dew point, and therefore fluoropolymers are used for construction. This paper describes the benefits and cost impact of such heat transfer installations using a large WFGD and a smaller dry CFB application as case studies.
Technology description
Wet flue gas desulfurisation (WFGD)
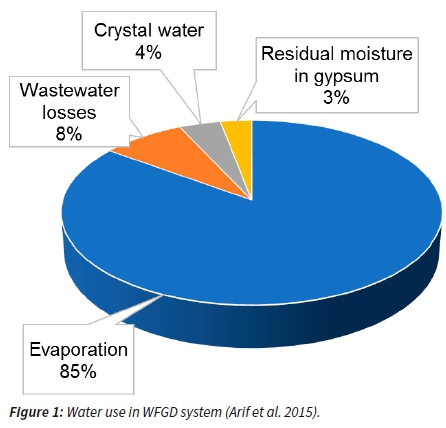
In conventional WFGD systems, approximately 85% of the water used (~ 0.22 l/kWh) is required for quenching or cooling down the flue gas prior to, or on entry into, the absorber as indicated in Figure 1 below. The flue gas temperature is typically reduced from 150 °C to approximately 90 °C. If this temperature reduction is achieved by external heat exchange, the recovered energy could be used elsewhere in the process cycle, e.g. for absorber exit gas re-heating or for feed water pre-heating, and the following benefits could be achieved:
-
an increase in power generation cycle efficiency, with a concomitant increase in electrical output or reduction in fuel use for constant output; or
-
a reduction in carbon dioxide emissions by decreased fuel use per unit output concomitant with the increase in efficiency; and
-
water savings as indicated above, which is especially important in arid countries such as South Africa.
External heat exchange of WFGD absorber inlet gas can be directly performed by the installation of an additional feedwater preheater in the absorber inlet ducting, but in the case of retrofitting this may entail considerable re-routing of feedwater piping. A more economical option for both feedwater heating and flue gas re-heating is to have a secondary water circuit removing the energy from the absorber inlet gas stream to either the feed water or the treated flue gas. In South Africa, where absorber outlet gas re-heating is less likely to be required than in countries with lower ambient temperatures or higher humidity, the feedwater heating option is more likely to be considered. A diagram for this layout is given in figure 2 below. Such equipment has been proven in commercial operation in Europe for more than 20 years with more than 20 units installed on power plants ranging in size from 400 MWe to 800 MWe, operating on both brown and hard coal.

Made of fluoropolymer, the mechanical design of the heat exchanger tubes compensates for the low thermal conductivity of the material, while avoiding the corrosion potential inherent in the high sulfur dioxide (SO2) and sulfur trioxide (SO3) contents of the gas. The design also allows for frequent online washing to reduce fouling by particulate matter. High temperature damage can be avoided by an emergency spraying system triggered by excessive temperature. The design also allows quick installation, typically during a normal boiler turnaround.
Systems without WFGD - Circulating fluidised bed
Circulating fluidised bed (CFB) boilers have rapidly evolved since the 1980s and are now available up to 800 MWe and with supercritical steam pressure, so that circuit efficiencies similar to those of pulverised coal (PC) power stations at 40% are achieved (Utt et al. 2011, Gauvillé et al. 2011). The ability of CFB plants to utilise a wide variety of solid fuels, including coal discard, and the direct capture of sulfur by the direct addition of limestone offers further benefits. A few such units have been proposed for local installation.
Heat recovery in CFB systems is possible downstream of the bag filter usually used for fly ash collection. The temperature in the bag filter must be kept well above the dew point to prevent damage to the bags and the structure. However, the fluoropolymer construction of the heat recovery exchangers after the filter allows lower temperatures to be used there. Heat transfer then takes places via an intermediate closed loop (as for the WFGD) to the combustion air (both primary and secondary) of the fluidised bed, or to the feedwater. Such a flue gas heat recovery system will for example be installed at the 299MWe Teesside power station in the United Kingdom, which is the world's largest CFB utilising only biomass as fuel.
Economic analysis
Cost components to be considered include the capital and installation costs, as well as the running cost during the lifetime of the system. The latter consists of the power required to overcome the additional pressure drop in the flue gas ducting, the power required for pumping of the intermediate circulating heat transfer fluid (water) and the disposal of the washing liquid used to clean the tube bundles.
The capital cost for the heat exchangers and ancillary equipment for both case studies was taken from actual quotes and the estimates therefore have a high level of confidence. The confidence level of the installation cost is dealt with below.
Credit components that must be considered are the increased sales due to the increased efficiency at constant fuel use, or reduced fuel cost (if output is kept constant), and in all cases the reduction in water requirements for evaporative cooling in processes prior to the absorber. As it is highly probable that carbon tax will be introduced before commissioning of any of the projects discussed in this paper (South African Treasury 2017), the reduction in carbon tax associated with the reduced fuel use must be considered. The analysis carried out in this paper assumes similar inflation rates for costs and for additional income. History has shown that electricity prices tend to increase at a rate higher than general inflation and in that sense the analysis can be considered to be conservative.
A similar economic analysis for the Medupi dry cooled pulverised fuel station was previously presented by Stephen et al. (2016). However, Stephen et al. did not consider carbon tax. In addition, in the analysis presented here, a different Lang factor was considered. The Lang factor is defined by
TPC = f x TEC
where TPC is the total plant cost, TEC the major capital equipment cost and f a multiplier known as the Lang factor, after Hans J Lang who first introduced it in the 1940s (Wain 2014). The multiplier obviously depends on the type of plant and the location, while it also includes the labour cost of the installation. Stephen et al. (2016) used an f-value of 4.10 that is commonly assigned to a liquid handling plant. However, this value was considered too conservative due to the simplicity of the heat exchanger installation (it has only two major plant items). Wallstein (2015) indicates a factor of 1.425 for a retrofit on a 550 MWe PC boiler in the USA. Taking into consideration the perceived lower labour productivity in South Africa, a separate installation cost estimate using methodology developed and tested for local conditions was made and used to calculate a local Lang factor of 2.10.
Retrofit on a major South African pulverised coal-fired power station
Four scenarios are considered here:
-
A retrofit during a scheduled boiler overhaul/inspection, assuming that the six-week period is sufficient for the installation and with the published Lang factor of 1.425
-
A retrofit during a scheduled boiler overhaul/inspection, assuming that the six-week period is sufficient for the installation and using the local Lang factor derived above
-
A retrofit during a scheduled boiler overhaul/inspection, with an additional two weeks allowed for the installation and considering a loss in electricity sales during this period and the 1.425 Lang factor
-
As for c, but with a Lang factor of 2.1.
For each of these cases, savings can accrue either by selling more power using the same amount of fuel, or by keeping the output constant and reducing the carbon emission from the reduced fuel use.
The capital cost of the major plant items (mainly the heat exchangers and casings) is approximately R 113 million (Wallstein 2015) at an exchange rate of R14.5 to the € (as in February 2018), the rate used in all the calculations.
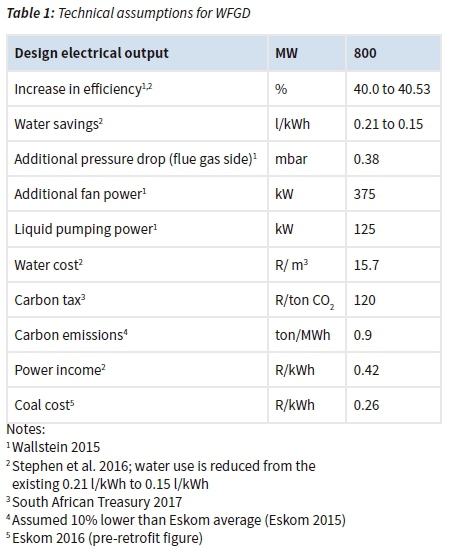
For all scenarios, the same technical assumptions given in table 1 below are made. In all cases, the annual maintenance time was taken as 42 days and availability during run-time as 99.6%.
For each of these scenarios, the payback period and the yearly Return on Investment (ROI as % over 50 years) were calculated as given in Table 2 below (Furey 2017).

Operating costs, i.e. sodium hydroxide for circuit water treatment, the cost of wash water for the bundles, and 1% per year of capital equipment cost were included in the annual cost calculations. The fraction of the additional income due to each of the savings components is given in Table 3 below.

The results in Table 2 are obviously sensitive to the exchange rate and to the assumed lifetime of the plant. The latter does not have a major impact; at the discount rates under discussion, the present value factors differ very little between 40 years and 50 years. As an example, at 14.5% hurdle rate the cumulative cash flow factors are 6.40 and 6.41 times the annual flow. An 'better' exchange rate obviously improves the payback period and the ROI; Table 4 provides comparative figures for the economic metrics at an exchange rate of R16.5 to the € as seen in October of 2017.

It is evident from Tables 2 and 4 that an attractive rate of return, exceeding the 14.5% given as the hurdle rate for Eskom by Stephen et al. (2016), can be achieved even for some of the cases where 2 additional weeks of power sales is lost during installation, given the 40 or 50-year lifetime of the large SA coal-fired power stations.
Finally, the reduction in greenhouse gas emissions for the constant output case over a 50-year lifetime is in the order of 3.5 million ton; the income per ton of carbon dioxide saved is in the order of R 456 per ton - this is therefore an opportunity to reduce emissions at a profit. The figure compares favourably with similar figures given in the South African Long-Term Management Strategy (ERC 2007) and figures given by McKinsey and Co (2011) for global opportunities.
Original installation in a CFB station
For this case study, the intermediate liquid loop taking heat from the flue gas downstream of the final bag filter and heating the primary and secondary air feed to the fluidised bed has been used. The installation is assumed to occur during the construction of the plant so that no sales are lost during the installation and the sensitivity analysis is only done for the Lang factors of 1.425 and 2.1 as above.
The capital cost of the major heat exchange plant items for a 300 MWe boiler is R 96 million. The assumptions for this case are given in table 5 below. Results indicated that additional income is obtained from additional electricity sales (80%) and carbon tax benefit (20%). Payback periods and ROI values for the two Lang factors are given in table 6.


Clearly this application will require careful analysis and a more detailed design before an investment decision can be made. Particularly the case for fuel saving requires further consideration, as the rationale for the use of CFBs includes the availability of previously unusable fuel sources for which the cost may well be lower than the figure used here.
Conclusions
Two options for flue gas cooling downstream of the dust filter with concomitant heat recovery have been technically and economically considered:
-
Feed water pre-heating for pulverized coal-fired power stations with the typically used wet desulfurization of the flue gas
-
Combustion air pre-heating for fluidised bed boiler stations with instant desulfurization.
The following benefits have been identified:
-
Reduced water consumption during flue gas wet desulfurization for option 1
-
Increased power plant efficiency expressed
-
either as gain in power output and additional electricity sales
-
or as fuel savings with decreased carbon dioxide emissions.
In case of wet FGD technology the water savings due to flue gas cooling are significant and particularly valuable for arid countries like South Africa. The calculated payback times in the range of 4-8 years have additionally confirmed the feasibility of the technology, illustrating why this technology has been applied for several decades worldwide, helping owners to increase overall energy efficiency and meet more stringent environmental standards for their plants.
References
Arif, A., Stephen, C., Branken, D., Everson, R., Neomagus, H. & Piketh, S. 2015 Modeling Wet Flue Gas Desulfurization. Conference of the National Association for Clean Air (NACA 2015), South Africa, 2015. [ Links ]
Department of Environmental Affairs, 2014. The National Environmental Management: Air Quality Act (Act no. 39 of 2004), Standards and Regulations. NEM:AQA Booklet 2014. [ Links ]
DEA 2010. Government Notice 248, Government Gazette 33064 of 31 March 2010: National Environmental Management: Air Quality Act (39/2004): List of activities which result in atmospheric emissions which have or may have a significant detrimental effect on the environment, including health, social conditions, economic conditions, ecological conditions or cultural heritage. [ Links ]
Energy Research Centre 2007. Long Term Mitigation Scenarios: Technical Summary, Department of Environment Affairs and Tourism, Pretoria, October 2007 [ Links ]
Eskom 2015. Integrated Report Fact sheets. http://www.eskom.co.za/IR2015/Documents/Eskom_fact_sheets_2015.pdf accessed July 2017 [ Links ]
Eskom 2016 Eskom Integrated Report 2016 accessed Aug 2017 Furey, Edward 'Present value of cash flows calculator' ' from https://www.calculatorsoup.com. Accesssed Aug 2017 [ Links ]
Gauvillé, P., Foucher, J.-C.and Moreau, D. Achievable combustion efficiency with Alstom's CFB boilers for burning discard coal. IFSA 2011, Industrial Fluidization South Africa SAIMM Johannesburg [ Links ]
Lennon, S. 2011 Advances in Dry Cooling Deployed at South African Power Stations. EPRI2011 Summer Seminar, Los Angeles [ Links ]
Lockwood, T. 2013 Techno-economic analysis of PC versus CFB combustion technology. IEA clean coal centre report CCC 226 ISBN 978-92-9029-546-4 [ Links ]
McKinsey and Co 2011 Impacts of the Financial Crisis on Carbon Economics: Version 2.1 of the Global GHG Abatement Cost Curve http://www.mckinsey.com/business-functions/sustainability-and-resource-productivity/our-insights/greenhouse-gas-abatement-cost-curves Accessed July 2017 [ Links ]
South African Treasury 2017. Republic of South Africa Treasury: Draft Carbon Tax Bill [ Links ]
Stephen, C.L., Branken, D., Everson, R., Neomagus, H., Binkowski, S. and Singh, Y. 2016. Reduction of WFGD water consumption through flue gas heat recovery for Medupi power station. PowerGen Africa Conference and Exhibition, Sandton, South Africa [ Links ]
Utt, J. and Giglio, R. 2011 Technology comparison of FB versus pulverized-fuel firing for utility power generation. IFSA 2011, Industrial Fluidization South Africa SAIMM Johannesburg [ Links ]
Wain, Y.A. 2014. Updating the Lang Factor and Testing its Accuracy, Reliability and Precision as a Stochastic Cost Estimating Method. PM World Journal Vol 3(10). [ Links ]
Wallstein GmbH 2015. Response to EPRI/AECOM/Southern Company Services questionnaire on Heat recovery-use technology selection [ Links ]
Received: 30 October 2017
Reviewed: 24 January 2018
Accepted: 26 April 2018
Note: In view of an SI decision in this regard, we have used sulfur and desulfurization as the correct spelling for these terms, rather than the dictionary spelling.

